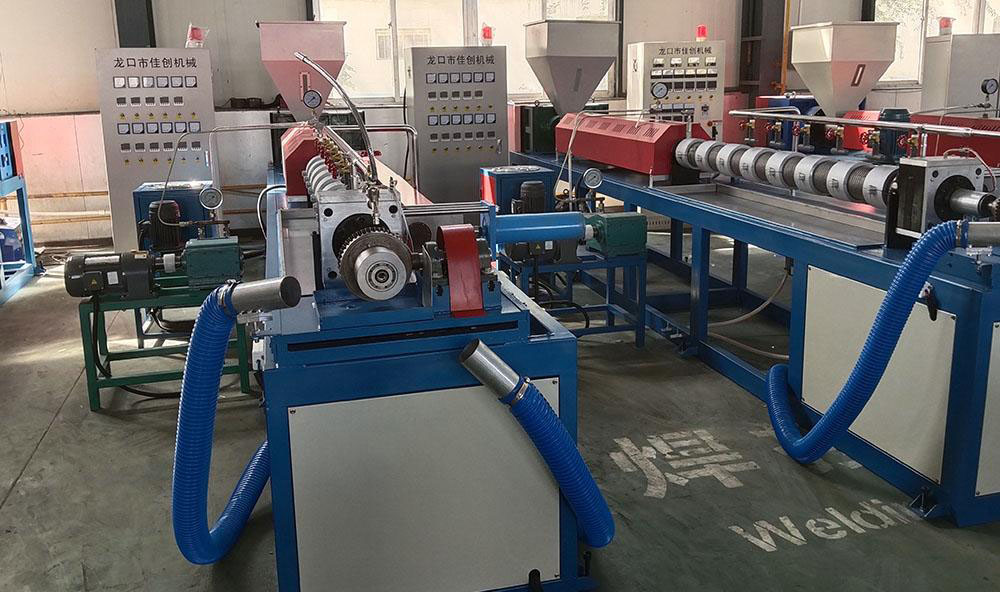


網(wǎng)套機作為生產水果、蔬菜等產品防護包裝的關鍵設備,其核心工作部件如螺桿、射咀的維護保養(yǎng)直接關系到生產效率和產品質量。正確的拆卸、更換與防銹處理能有效延長設備壽命,確保生產安全。本文將系統(tǒng)介紹相關操作步驟及注意事項。
一、拆卸前的安全準備與停機處理
1. 停機與清料
在拆卸螺桿前,需徹底清理料筒內的殘留熔料。首先將料筒溫度升至比正常生產溫度高10℃–20℃(如停機生產PE料,原溫度180℃可升至190–200℃),加入清料(如PP料)并射空料筒,確保無殘留。隨后執(zhí)行螺桿松退,關閉電源,拆下射座防護罩和上蓋。注意: 料筒未達到預調溫度時嚴禁啟動機器,新開電熱需溫度穩(wěn)定30分鐘后再操作。
2. 安全防護
網(wǎng)套機使用的丁烷氣為易燃易爆氣體,操作前需確保車間通風良好,20米內嚴禁煙火。拆卸時需佩戴高溫手套與護目鏡,避免燙傷和異物進入料筒。
二、螺桿與射咀的拆卸步驟
1. 螺桿拆卸順序
? 分離驅動部件:用內六角扳手拆卸螺桿尾部螺絲,使螺桿與驅動軸鍵連接脫開。
? 移除連接件:拆卸連接法蘭的卡環(huán)和螺絲,輕輕撥動螺桿使其前移。
? 處理螺桿頭:當螺桿頭部露出機筒時,立即拆卸螺桿頭連接螺紋(注意:此處多為左旋螺紋),隨后取下止逆環(huán)和密封環(huán)。
關鍵提示:全程使用專用工具,嚴禁重錘敲擊,以免損壞螺紋或導致螺桿彎曲。若螺栓生銹卡死,可噴涂松動劑浸潤10–15分鐘,輕敲震動后再拆卸,避免暴力擰斷。
2. 射咀與附件的拆卸
先拆下射咀和法蘭的發(fā)熱圈、感溫線,再用工具旋下射咀組件。若射咀與機筒連接處有碳化料粘附,可加熱至塑料軟化溫度后清理。
三、部件的清理、檢查與更換
1. 趁熱清理殘料
拆卸后的螺桿、射咀、止逆環(huán)等需趁熱用銅刷或鏟刀清除黏料。頑固殘料可置于烘箱加熱至最低軟化溫度(如PE料約120℃)后清理。禁忌使用鋼刷,以免劃傷部件表面。
2. 磨損檢查與修復
? 輕微磨損:用油石或細砂布研磨劃痕。
? 嚴重損傷:若螺桿螺紋磨損導致與料筒間隙過大(漏流增加、注塑不穩(wěn)定),需補焊耐磨合金并重新磨削;機筒磨損嚴重時,需同步更換螺桿與料筒。
? 射咀檢查:檢查射咀孔道是否堵塞或變形,輕微磨損可拋光修復,嚴重時需更換。
3. 更換標準
當部件出現(xiàn)以下情況時應更換:
? 螺桿螺紋工作面深度磨損超過30%;
? 射咀內部通道出現(xiàn)無法清理的碳化層;
? 密封環(huán)或止逆環(huán)失去彈性導致熔料回流。
四、防銹處理與儲存方法
1. 表面防銹處理
部件清潔后,立即用溶劑(如丙酮)除油,并涂敷高溫防銹潤滑脂(如二硫化鉬耐熱脂)或防護油(10W-40機油)。長期儲存可涂黃油并包裹防銹膜。關鍵區(qū)域:螺桿螺紋、射咀螺紋、法蘭連接面需均勻涂抹防緊蝕膏(耐溫≥800℃),便于下次拆卸。
2. 儲存規(guī)范
? 小型螺桿應懸掛或平放于木箱(墊木塊防變形);射咀等小件需用塑料盒單獨存放。
? 儲存環(huán)境需干燥通風,定期檢查防銹層完整性,潮濕地區(qū)可放置干燥劑。
五、重新組裝與開機調試
1. 組裝要點
? 按拆卸逆序組裝,所有螺紋部位涂耐熱脂(如二硫化鉬),法蘭螺絲需對角擰緊以確保受力均勻。
? 安裝后手動轉動螺桿,確認無卡滯感。
2. 開機調試
? 首次加熱分兩階段:先升溫至180℃保溫5分鐘,再升至工作溫度(如250℃)保持15分鐘。
? 空載測試射膠與松退動作5次(不加料),檢查有無異響或摩擦。隨后投入少量原料試運行,觀察出料是否均勻。
規(guī)范化的拆卸、防銹與組裝操作能顯著降低網(wǎng)套機故障率。定期維護(如每三個月檢查螺桿間隙)結合正確的儲存措施,可避免非計劃停機,提升設備綜合效率。對于高精度產品生產,建議每半年至一年委托專業(yè)機構檢測螺桿與料筒的配合尺寸,及時調整工藝參數(shù)。